

专业电驱动控制、变频器制造商
28
2016
-
06
深川SVF-G7系列变频器在雷蒙磨制粉机上的应用
作者:
深川股份
一、引言
近年来随着建材行业的迅速发展,行业内市场竞争也日趋激烈,降低生产制造成本成为业内企业的迫切需求,本文介绍了深川SVF-G7系列变频器在该行业生产设备雷蒙磨制粉机上的应用案例,该应用给生产企业大大降低了生产成本。
二、工艺介绍及节能分析
1.工艺介绍
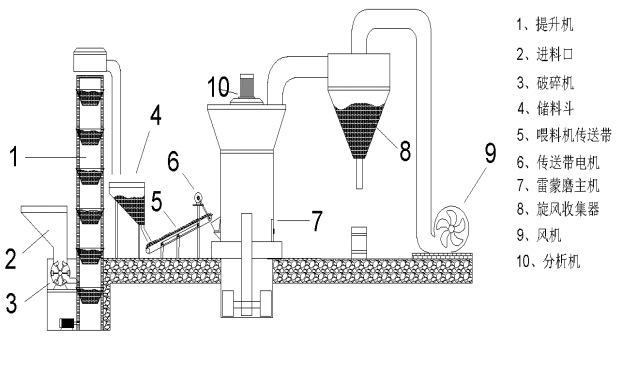
如上图所示,雷蒙磨制粉机在工作时,首先由提升机将需要粉碎的原料通过皮带传送至机罩壳侧面的进料斗,再由进料斗加入主机内,主机对原料进行研磨,风机对主机研磨过的原料吹至研磨室上方的分析器进行分选,细度过粗的原料落入研磨室重新研磨,细度格的原料随风流进入旋风收集器,收集后经出粉口排出,即为成品。风流由大旋风收集器上端的回风管回入风机,形成循环风路,在负压状态下流动,循环风路的风量增加部分经风机与主机中间的废气管道排出,进入小旋风收集器,进行净化处理。
2.节能分析
从以上生产工艺分析可知主要损耗来源如下:
1)设计余量损耗:通常在设计中,一般会考虑到共用性,设计时以最大容量为基础,因此存在“大马拉小车”的现象,造成电能的大量浪费。
2)人工损耗:由于生产过程中原料的种类大小不一,所以不能按照一种速度进行喂料。在未进行变频改造时设备的喂料,需要有专人随时进行操作喂料速度,经常会出现喂料过多或过少的情况,喂料过多时会造成主机堵转,喂料过少会使产量降低,所以就会出现既浪费人工又影响产量的情况。
3)机械损耗:在未进行变频改造时电机一般采用大功率电机星三角降压启动,相比变频改造后,启动电流大,启动时对电网冲击大,速度无法调节、设备噪音大、机械寿命短。
三、控制方案
针对雷蒙磨制粉机的工艺特点,用户选用了我们深川的SVF-G7系列变频器和系统控制方案,具体方案如下:
1.主机与喂料机的联动控制
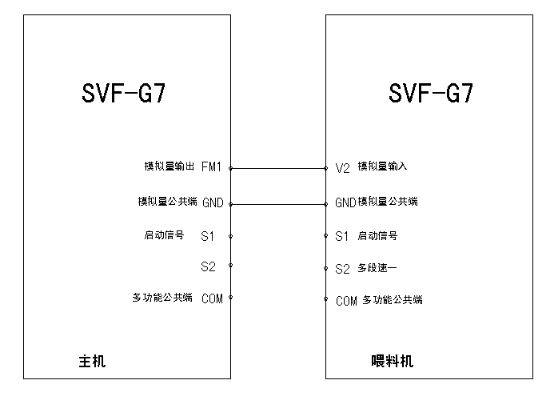
主机、喂料机均采用变频器控制,根据主机运行电流输出模拟4-20ma量信号控制喂料机电机运行频率,在系统不出现堵转的情况下让系统以最大产能运行。
主机变频模拟量输出FM1设定为电流模式,与喂料机变频模拟量输入V2连接,来做为喂料机的反馈信号。当主机电流增大时FM1输出电流增大,随之反馈给喂料机变频,喂料机变频的频率给定输入通道V2改为负反馈,随着喂料机变频V2的值增大,变频器频率下降,电机速度减慢,喂料速度下降,从而缓解主机内部负荷,反之当主机电流减小时喂料机速度变快,增加喂料量。
2.主风机的控制
风机加装变频器根据实际生产状况调节频率,智能仪表根据风机的实际电流同时也控制喂料机电机运行频率,为防止主机堵转实现双保险。
由于生产过程中原料细度的不确定性,当原料为细粉有时主机负载相对较轻,相对电流会下降,随之喂料机速度加快,供料增多主机内积料增多,由于风机风量有限,不能及时将磨好的细料吹出料仓,这时就会出现堵料情况,风机电流会随之减小,当减小到一定值时智能仪表继电器动作闭合,进入风机控制方式,给喂料机变频一个多段速信号速度下降到一个固定值,减缓喂料速度来缓解风机的负荷,这时风机的电流会随着喂料的减少会慢慢回升,当回升到一定值时电流继电器开关量信号释放,恢复到主机控制方式。
3.开停机流程控制
为防止在开停机过程出现堵料损坏设备的情况,操作流程一定要按如下所示:
开机流程:提升机→分析机→风机→主机→喂料机
停机流程:喂料机皮带→主机→风机→分析机→提升机
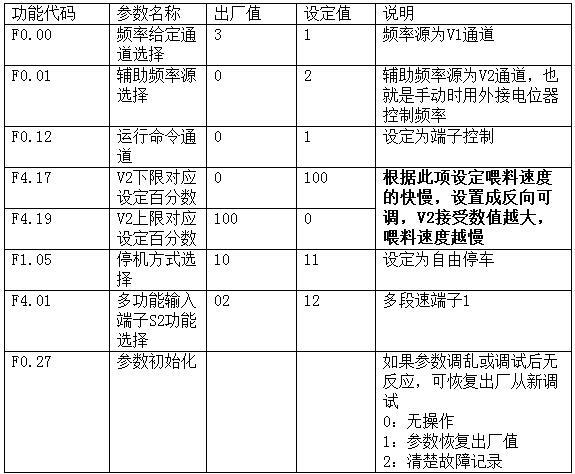
四、系统接线及主要参数设定
五、方案优势
通过监测主机电流来控制喂料快慢,系统响应迅速、平稳;
整套设备启动电流抑制能力强,有效避免因变压器容量不够造成的设备难启现象;
多段速与模拟信号双重选择的功能便于实现不同工序对运行频率要求;
整套设备运行实现全自动化运行,无需人工看管,在节省人力同时产量得到提高,直接经济效益提高20%~30%。
六、结束语
本文介绍了一种基于深川SVF-G7系列变频器的雷蒙磨机驱动方案,该方案具有提高产量,设备运行全自动化,节能效果显著,有效的保护设备,延长设备使用寿命等特点。目前已成功应用于多个雷蒙磨机现场中,并取得了不错效果。
推荐新闻
2024-11-01
2024-10-21
团队协作攀登 共创辉煌未来——深川集团宝泉大峡谷两日游活动圆满结束
2024-09-29
2024-09-03
2024-09-03
热烈祝贺山东深川新能源科技有限公司内蒙古赤峰县域屋顶分布式户用光伏项目开工大吉
2024-09-03
2024-07-02
深川为您服务
皇冠正规hg3088

客户热线:400-812-8821
技术支持:400-812-6621
质量反馈:400-812-0778
投 诉:400-812-6125
人力资源:0533-6285625
供 应 链:0533-6285622
代理商加盟专线:13375338803